Инструкция по обслуживанию наждачных и заточных станков. Эксплуатация заточных станков. Инструкция по охране труда при работе на заточных станках. Технология настройки заточного станка. другие станки. Требования безопасности перед началом работы
Внешний вид станка


1




5

Рис. 1.
Защитный кожух
Защитный экран
Мокрый точильный круг
Выключатель станка
Ёмкость для охлаждения обрабатываемой детали
Точильный диск
Упор для заточки свёрел
Общие сведения
Точильно-шлифовальные настольные станки BG 750 с одним шлифовальным и одним мокрым заточным кругом предназначены для обточки и шлифовки различных предметов, а также заточки дереворежущего, металлорежущего и другого инструмента.Модель BG 750 имеет ряд полезных приспособлений:
Ёмкость охлаждения , которая встроена в нижнюю часть корпуса, под выключателем. При необходимости её выдвигают и наполняют водой.
По степени защиты от поражения электрическим током станки относятся к классу I и должны включаться в электрическую сеть с защитным (заземляющим) проводом.
Станки предназначены для работы в следующих условиях:
интервал температур от +1 0 до + 40 0 С;
относительная влажность воздуха не более 80% при температуре до 25 0 С;
высота над уровнем моря не более 1000 м.
Основные технические данные и характеристики
Таблица 1
| Номинальное напряжение, В | 230 |
| Мощность, Вт | 400 |
| Частота вращения мокрого круга, об/мин | 130 |
| | 1,35 |
| | 200x40 |
| Частота вращения, об/мин | 2850 |
| Окружная скорость шлифовального круга, м/с | 22 |
| Размеры шлифовального круга, мм | 150х20 |
| Размер шлифовальной ленты, мм | Нет |
| Наличие лампы подсветки | Нет |
| Ёмкость охлаждения | Да |
| Приспособление для правки абразива | Нет |
| Вес, кг | 11,1 |
Номинальный режим работы (для всех моделей станков):
повторно-кратковременный. Продолжительность рабочего периода и паузы 4/6 мин.
Указания мер безопасности
ВНИМАНИЕ!
При любых работах по наладке, техническому обслуживанию и ремонту станка, в том числе при замене шлифовального круга, станок должен быть отсоединен от электрической сети путем отключения штепсельной вилки.
ВНИМАНИЕ!
Перед началом работ на станке сначала включайте штепсельную вилку в сеть, а потом включите станок выключателем - положение «ОN».
По окончании работ – выключите станок выключателем - положение «OFF», а потом отключайте штепсельную вилку.
ВНИМАНИЕ!
Во избежание разрывов шлифовального круга на станок допускается устанавливать шлифовальные круги, окружная рабочая скорость, на которую они маркированы, должна быть равна или больше значений, приведенных в таблице 1. Значение окружной рабочей скорости шлифовального круга указывается на его боковой поверхности или на этикетке.
Перед установкой на станок шлифовальный круг должен быть осмотрен. Не допускается устанавливать на станок шлифовальный круг без маркировки, с трещинами, или с повреждениями кромок размерами более 5 мм, а также с повреждениями поверхностей, в том числе с инородными включениями более 2 мм и раковинами.
Перед началом работы шлифовальный круг должен быть подвергнут вращению вхолостую в течение не менее 2 мин.
Не допускается применять шлифовальные круги, требующие правки.
При работе на станке необходимо надевать защитные очки.
ЗАПРЕЩАЕТСя
Устанавливать на станок шлифовальные круги, наружный диаметр которых для данного станка превышает указанный в табл. 1 более чем в 1,07 раз, а также, отличающимся от указанных в табл. 1 диаметром посадочного отверстия;
Работать на станке со снятым защитным кожухом любого из шлифовальных кругов независимо от того, установлен при этом шлифовальный круг или нет, а также со снятой или неправильно закрепленной частью станка: упором, защитным экраном, искрогасителем;
Работать боковыми поверхностями круга;
Тормозить вращающийся круг нажимом на него каким-либо предметом;
Применять насадки на гаечные ключи или ударный инструмент при закреплении шлифовального круга на валу станка;
Эксплуатировать станок при возникновении во время работы хотя бы одной из следующих неисправностей:
Появления дыма или запаха, характерного для горящей изоляции;
Появления повышенного шума, стука, вибрации;
Повреждения шлифовального круга;
Ослабления крепления упора или других частей станка.
Устанавливать на станок иной инструмент кроме шлифовального круга (шлифовальной ленты).
Устанавливать на станок шлифовальные круги, предназначенные для работы с применением смазочно-охлаждающей жидкости, а также инструмент, вызывающий повышенную вибрацию.
Подключать станок к электросети при повреждении штепсельной вилки и питающего шнура.
Оставлять без надзора станок, подсоединенный к электрической сети.
Подготовка к работе и порядок работы
Закрепить защитные экраны на станке, таким образом, как показано на Рис.2.Перед работой произвести внешний осмотр станка, убедиться в отсутствии механических повреждений станка, шлифовального круга, питающего шнура и штепсельной вилки.
Проверить надежность крепления на валу шлифовальных, полировальных и обдирочных кругов.
Установить упор 7 (рис. 1) так, чтобы верхняя точка соприкосновения обрабатываемой детали со шлифовальным кругом 4 находилась выше горизонтальной плоскости, проходящей через центр круга, но не более чем на 10 мм. Проверить и при необходимости отрегулировать зазор между упором 5 и шлифовальным кругом 6. Зазор должен быть не более 2 мм, рабочая поверхность упора должна быть горизонтальной, либо, если предусмотрено конструкцией станка и технологией обработки детали, может быть наклонена вниз. Надежно закрепить упор (рис. 3).
Проверить и при необходимости отрегулировать зазор между искрогасителем и шлифовальным кругом 6. Зазор должен быть не более 5 мм.
Установить защитный экран 2 таким образом, чтобы рабочая часть круга 6 при выбранных позах для работы (стоя, сидя) были видны только через экран.
Закрепить основание станка на опорной поверхности и убедиться в устойчивости положения.
Проверить соответствие напряжения станка напряжению в сети.
При отсутствии неисправностей включить штепсельную вилку в сеть.
Включить станок выключателем 4.
Перед обточкой деталь обязательно должна быть очищена от грязи и масла (засаливание шлифовальных кругов не допускается).
При обточке детали или заточке инструмента следует производить равномерный нажим обрабатываемым предметом на шлифовальный круг и одновременно прижимать его к упору (обработка боковыми поверхностями круга не разрешается).
При перерывах в работе станок выключать с помощью выключателя 4.
По окончании работы выключить станок с помощью выключателя 4, выключить штепсельную вилку из розетки.
Очистить станок от стружки и пыли волосяной щеткой. Очищайте и не допускайте засорения вентиляционных отверстий различной технической пылью; засорение приводит к ухудшению охлаждения электродвигателя, к перегреву и ускоренному износу, а также к замыканию.
Особенности точильно-шлифовального станка BG 750
Станок модели BG 750 имеет на валу не только шлифовальный, но и мокрый заточной круг.
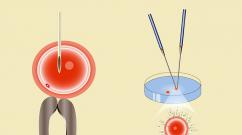
Работа на мокром заточном колесе
Выберите требуемое положение заготовки с помощью шкалы 2 (Рис.5).
Налейте воду в ресивер 3 (Рис.5) и установите его над мокрым колесом.
Включите станок.
Дождитесь, когда станок наберёт максимальные обороты.
Положите заготовку на кожух ресивера и мягко, без особых усилий прижмите заготовку к вращающемуся заточному кругу.
По окончанию работы не забудьте выключить станок.
Схема установки защитного экрана.

Схема установки упоров.


Рис.3
Внимание
: установку защитного экрана необходимо производить только с помощью стандартного инструмента
.
Возможные неисправности и методы их устранения
Табл.2| Неисправность | Вероятная причина | Способы устранения |
| Электродвигатель не включается | Отсутствие напряжения в сети. Обрыв токоподводящих проводов. Отсутствие электрического контакта в соединениях проводов Неисправность выключателя | Проверить наличие напряжения в сети. Проверить целостность проводов подводящего шнура и монтажных проводников. Проверить надежность включения штепсельной вилки в розетку, проверить надежность соединения проводов З |
| Электродвигатель гудит, вал электродвигателя не вращается | Плохой контакт в соединениях проводов с конденсатором. Неисправен конденсатор | Зачистить выводы конденсатора и закрепить на них провода. Заменить конденсатор |
| Двигатель перегревается | Перегрузка двигателя | Соблюдать режим работы. |
| Повышенная вибрация станка | Неуравновешенность шлифовального круга | Заменить шлифовальный круг |

3
римечание.
Устранять неисправности электрической части станка рекомендуется в специализированных сервисных станциях, адрес которых указан в гарантийном талоне.
Т
Рис.5 ехническое обслуживание и хранение
ехническое обслуживание и хранение
При обслуживании станка соблюдайте следующие правила .
Очищайте волосяной щеткой и протирайте сухой тряпкой станок по окончании работы.
Не допускайте накапливания стружки и пыли внутри ограждений шлифовальных кругов и шлифовальной ленты.
Разбирайте и собирайте станок только с применением стандартного инструмента. Для замены шлифовального круга снимите крышку защитного кожуха (Рис.4(а)), отвернув винты крепления крышки к кожуху, и упор. Отверните гайку крепления шлифовального круга (Рис.4(б)), снимите фланец и круг. Сборку производите в обратной последовательности. Между шлифовальным кругом и фланцами для возможно более равномерного распределения давления, воспринимаемого кругом, рекомендуется устанавливать прокладки, например, из плотного картона.


Рис.4(а) Рис.4(б)
ВНИМАНИЕ!
Для закрепления левого шлифовального круга на валу нарезана левая резьба
.
Для установки/снятия мокрого заточного круга открутите винты 1 (Рис.5) и снимите защитный пластиковый кожух. Далее действуйте так же, как описано выше.

ВНИМАНИЕ! Во избежание ожогов не прикасайтесь к экрану и горячей лампочке светильника станка.
Храните станок в помещении в сухом месте при температуре от +5 до +40 0 С и относительной влажности не выше 80% при отсутствии в окружающей среде кислых и агрессивных примесей. Берегите станок от попадания влаги.
Транспортировка
Перевозите инструмент в чемодане или коробке в условиях, исключающих его повреждение.
Запрещается переносить инструмент, держа его за кабель.
Утилизация
В том случае, если практически невозможно отремонтировать инструмент, позаботьтесь о том, чтобы следовать местному и государственному законодательству об утилизации пластиковых и металлических материалов, если Вы решили избавиться от вашего точильно-шлифовального станка.
Гарантии
Мы гарантируем работу инструмента фирмы «ELMOS» в соответствии с законом страны поставки. Повреждения инструмента вызванные естественным износом, перегрузкой инструмента, неправильной эксплуатацией и хранением не могут являться предметом гарантии.
Внимание : Гарантия осуществляется только при полном и правильном заполнении фирменного гарантийного талона в момент продажи!!!
Инструкция составлена на основании «Правил безопасности при работе с инструментом и приспособлениями».
1.1. К работе на заточных станках допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, обучение и проверку знаний инструкций по охране труда. Периодичность проверки знаний 1 раз в год.
Перед допуском к самостоятельной работе на сверлильном станке проводится первичный инструктаж на рабочем месте.
Повторный инструктаж проводится 1 раз в полугодие.
Работающий, получивший инструктаж и показавший неудовлетворительные знания, к работе не допускается.
1.2. При работе на заточном станке опасными производственными факторами является: подвижные части станка, острые кромки, заусенцы и шероховатости на поверхности заготовок и инструмента, абразивная пыль.
Для защиты от воздействия опасных и вредных производственных факторов работающие должны быть обеспечены спец.одеждой, спец.обувью и другими средствами защиты в соответствии с типовыми отраслевыми нормами - костюмом х/б, ботинками кожаными, очками защитными.
Спец.одежду следует периодическим (не реже 1 раза в месяц) стирать или сдавать в химчистку и хранить отдельно от верхней одежды.
1.3. Работать только на станках, к которым допущен, и выполнять работу, которая поручена инженером участка.
1.4. Нельзя работать на неисправном и не имеющим необходимых ограждений станке. Не производить ремонт и переделку станка самостоятельно.
1.5. При выполнении работ на станке работающий должен находиться на деревянном решетчатом настиле с расстоянием между планками не более 30 мм.
1.6. Каждый рабочий обязан:
- 1.6.1. Выполнять все требования безопасного производства работ.
- 1.6.2. Пользоваться спецодеждой, спец.обувью и другими средствами защиты.
- 1.6.3. Содержать в чистоте рабочее место в течение всего рабочего дня и не загромождать его деталями, металлическими отходами, мусором и т.п.
- 1.6.4. Применять только исправные гаечные ключи соответствующих размеров.
1.7. Каждый рабочий обязан знать и уметь оказывать первую медицинскую помощь при несчастных случаях.
1.8. Меры по обеспечению пожарной безопасности:
- 1.8.1. Курить только в специально отведенном месте.
- 1.8.2. Не загромождать проходы, проезды к местам расположения щитов с противопожарным инвентарем.
- 1.8.3. Уметь пользоваться первичными средствами пожаротушения.
- 1.8.4. Промасленную и грязевую ветошь складывать в специальные металлические ящики с крышкой.
- 1.8.5. Не производить самостоятельного ремонта электронагревательных приборов.
- 1.8.6. Следить за исправностью электропроводов. Запрещается вешать одежду и другие предметы на электропроводку и выключатели.
- 1.8.7. При возникновении пожара немедленно приступить к его тушению имеющимися средствами, сообщить инженеру участка.
- 1.8.8. В случае невозможности ликвидировать пожар вызвать пожарную команду по телефону «01».
1.9. Невыполнение настоящей инструкции является нарушением трудовой производственной дисциплины. Лица, виновные в этом, несут ответственность в соответствии с действующим законодательством.
2. Требования безопасности перед началом работы.
2.1. Перед включением станка убедиться, что пуск его не угрожает никому опасностью.
2.2. Привести в порядок рабочую одежду: застегнуть или подвязать обшлага рукавов, надеть головной убор.
2.3. Отрегулировать местное освещение станка, напряжение которого не должно быть более 42В.
2.4. Проверить наличие и исправность:
- ограждений токоведущих частей;
- заземляющих устройств;
- предохранительных устройств. Крепление защитных кожухов должно надежно удерживать их на месте в случае разрыва круга;
- вентиляционного устройства и правильность установки пылеприемника в положении, наилучшем для улавливания пыли;
- зазора между кругом и верхней кромкой раскрытия подвижного кожуха, который должен быть не более 6 мм;
- зазора между боковой стенкой защитного кожуха и фланцами для крепления круга наибольшей высоты, применяемого на данном станке, который должен быть в пределах 5-10 мм.
2.5. Подготовить необходимые для заточки инструмента абразивные круги; проверить состояние этих кругов наружным осмотром (с помощью лупы) для определения трещин и выбоин.
На нерабочей части абразивных кругов должна быть сделана отметка краской или наклеен ярлык с указанием номера и даты испытания.
2.6. Не допускается пользоваться кругами, имеющими трещины и выбоины.
2.7. Проверить надежность крепления абразивного круга, наличие карточных прокладок между защитными фланцами и кругом, надежность крепления гаек.
2.8. Надежно закрепить подручник, установив его таким образом, чтобы верхняя точка соприкосновения изделия с кругом находилась выше горизонтальной плоскости, проходящей через центр круга, но не более чем на 10 мм.
Зазор между краем подручника и рабочей поверхностью круга должен быть не более 3 мм. На краях подручников со стороны круга не должно быть выбоин, сколов и других дефектов.
2.9. Проверить исправную работу станка на холостом ходу с рабочей скоростью для кругов диаметром до 150 мм - не менее 1 мин., свыше 150 до 300 мм - не менее 2 мин, свыше 300 мм - не менее 3 мин.
2.10. Перед установкой абразивного круга проверить произведена ли балансировка круга диаметром свыше 150 мм, собранного с планшайбой, имеется ли к нему паспорт об испытании его на прочность.
2.11. При закреплении круга применять насадки на гаечные ключи и ударный инструмент не допускается.
2.12. Инструмент, выданный на заточку, разложить на тумбочке или стеллаже, не загромождая рабочие места и проходы.
3. Требования безопасности во время работы.
3.1. Затачиваемый предмет должен подводиться к кругу плавно, без ударов; нажимать на круг следует без усилий.
3.2. Не допускается тормозить вращающийся круг нажатием на него каким-либо предметом.
3.3. Правку кругов необходимо выполнять только правящими инструментами.
3.4. На станках с ручной подачей изделий использовать рычаг для увеличения нажатия обрабатываемых деталей на круг не разрешается.
3.5. Работать боковыми (торцевыми) поверхностями круга, если не предназначен для этого вида работ, не допускается.
3.6. Абразивную и металлическую пыль, которая не попала в местный отсос, удалять со стакана специальной щеткой-сметкой или скребком, не производить эту работу руками.
3.7. Оберегать круг от ударов и толчков.
3.8. Во время работы станка не открывать и не снимать ограждений и предохранительных устройств.
4. Требования безопасности в аварийных ситуациях.
4.1. Если на металлических частях станка обнаружено напряжение (ощущение тока), заземляющий провод оборван и в других аварийных состояниях станка, станок немедленно отключить и сообщить мастеру.
4.2. При поражении электрическим током освободить пострадавшего от действия тока, соблюдая при этом меры предосторожности. Вызвать врача и до прибытия его, если у пострадавшего нарушено дыхание, делать искусственное дыхание, а при слабом пульсе или его отсутствии - массаж сердца.
4.3. О каждом несчастном случае необходимо сообщить инженеру участка и ответственному лицу по соблюдению требований охраны труда.
4.4. Пострадавшему оказать первую медицинскую помощь.
4.5. Обстановка, в которой произошел несчастный случай, должна быть по возможности сохранена, если это не грозит жизни других людей и работающему оборудованию для проведения расследования комиссией.
4.6. При легких травмах и недомогании пользоваться аптечкой, сообщить мастеру и прекратить работу.
5. Требования безопасности по окончании работы.
5.1. Выключить станок и электродвигатель.
5.2. Привести в порядок рабочее место: убрать стружку, инструмент, приспособления, аккуратно сложить готовые детали и заготовки.
5.3. Соблюдать личную гигиену.
5.4. О всех недостатках, замеченных во время работы, известить администрацию.
Инструкция по охране труда при работе на заточном станке
1. Общие требования охраны труда
1.1. Инструкция по охране труда при работе на заточном станке составлена на основании типовой инструкции по охране труда для станочника широкого профиля, токаря, фрезеровщика, шлифовщика, полировщика, заточника (ТОИ Р-31-204-97).
1.2. Требования охраны труда, изложенные в инструкции по охране труда при работе на заточном станке, распространяются на лиц, выполняющих обработку металлов на металлорежущих станках (токарных, сверлильно-расточных, фрезерных, строгальных, долбежных, протяжных, зуборезных, отрезных, шлифовальных), а также совмещающих другие профессии с профессиями токаря, фрезеровщика, зуборезчика, шлифовщика, изолировщика, заточника (станочника широкого профиля).
1.3. К выполнению процесса обработки металлов резанием допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, имеющие соответствующую профессию, квалификационный разряд, прошедшие и обучение безопасным методам выполнения работ.
1.4. Инструктаж по охране труда и обучение безопасным приемам и методам работы обязательны для всех работающих и вновь поступающих на работу, в том числе для проходящих производственную практику.
1.5. При выполнении работ станочник может контактировать с опасными и вредными производственными факторами. ОПАСНЫМ производственным фактором называется фактор, воздействие которого на работающего, в определенных условиях, может привести к травме или к внезапному ухудшению здоровья, ВРЕДНЫМ — к снижению работоспособности или к заболеваниям.
1.6. При работе на заточном станке возможно воздействие на работающих следующих опасных производственных факторов:
— отсутствие защитного кожуха абразивного круга и защитного экрана;
— травмирование глаз (ранение, засорение, ожоги);
— ранения осколками абразивного круга или инструмента из-за большого зазора между подручником станка и абразивным кругом;
— захват одежды или волос вращающимися деталями станка;
— неисправности электрооборудования станка и заземления его корпуса.
1.7. При выполнении работы, в соответствии с видом опасных и вредных производственных факторов, работник обязан пользоваться средствами индивидуальной защиты (спецодеждой, спецобувью и предохранительными приспособлениями: очками, респиратором, наушниками и др.) с обязательным выполнением правил личной гигиены. При выполнении работ на полу около станка должна быть деревянная решетка с диэлектрическим резиновым ковриком.
1.8. При применении на станках обильного охлаждения эмульсиями, маслами, скипидаром, керосином рабочим выдаются защитные пасты.
1.9. Наряду с требованиями настоящей Инструкции станочник должен соблюдать:
— требования, изложенные в тарифно-квалификационных характеристиках, предъявляемые к уровню теоретических и практических знаний работающего соответствующей квалификации;
— технологический процесс выполняемой работы;
— правила технической эксплуатации оборудования, приспособлений, инструмента, при помощи которых он работает или которые обслуживает;
— правила внутреннего трудового распорядка.
1.10. При выполнении порученной работы станочник не должен покидать свое рабочее место без разрешения руководителя или принимать участие в производстве работ, ему не порученных. Во время работы не разрешается курить и принимать пищу.
1.11. Если пол скользкий (облит маслом, эмульсией), рабочий обязан потребовать, чтобы его посыпали опилками, или сделать это самому.
1.12. Масса груза при ручной переноске по ровной поверхности не должна превышать: для мужчин — 20 кг, для женщин — 10 кг, для юношей от 16 до 18 лет — 16 кг. В остальных случаях груз должен перемещаться с помощью механизмов и приспособлений.
Работы по установке на станки, прессы, транспортные устройства деталей, приспособлений, инструмента массой более 20 кг должны быть механизированы.
1.13. Запрещается пользоваться инструментами, приспособлениями, работать на оборудовании, обращению с которыми работник не обучен и не проинструктирован.
1.14. В случаях травмирования или недомогания необходимо прекратить работу, известить об этом руководителя работ и обратиться в медицинское учреждение.
1.15. Обо всех замеченных неисправностях станков, оборудования и устройств необходимо немедленно сообщить руководителю подразделения.
1.16. За нарушение требований настоящей инструкции станочник несет ответственность согласно действующему законодательству РФ.
2. Требования охраны труда перед началом работы
2.1. При выполнении опасных и редко выполняемых работ станочник должен получить целевой инструктаж по безопасности труда от руководителя.
2.2. Перед началом работ необходимо привести в порядок рабочую одежду, убрать волосы под головной убор, приготовить необходимый инструмент, крючок для удаления стружки, предохранительные приспособления (очки, наушники, респиратор), осмотреть станочное оборудование, грузоподъемные средства и инструмент, определить их исправность и готовность к использованию.
2.3. Рабочее место должно быть чистым и достаточно освещенным, проходы, места у станочного оборудования свободны от инструментов, деталей и расходного материала. Оснастка, заготовки, готовые детали и отходы производства должны находиться на специальных стеллажах, столах, в таре.
2.4. Станочное оборудование и верстаки должны быть оборудованы низковольтным освещением. При использовании на станках люминесцентного освещения должна быть обеспечена защита обслуживающего персонала от стробоскопического эффекта, появляющегося на движущихся частях станка.
2.5. Перед пуском станка необходимо проверить наличие и исправность:
— ограждений зубчатых колес, приводных ремней, валиков, приводов и др., а также токоведущих частей аппаратуры (пускателей, рубильников и др.). Откидные, раздвижные и съемные ограждения должны удерживаться от самопроизвольного перемещения;
— заземляющих устройств;
— предохранительных устройств для защиты от стружки, охлаждающих жидкостей. Шланги, подводящие охлаждающую жидкость, должны размещаться так, чтобы было исключено соприкосновение их с режущим инструментом и движущимися частями станка;
— устройств для крепления инструмента (отсутствие трещин, прочность крепления пластинок твердого сплава, стружколомающих порогов и пр.).
2.6. Станочник должен обеспечить достаточную смазку станка, пользуясь при этом специальными приспособлениями, проверить правильность работы блокирующих устройств и убедиться, что на станке нет посторонних предметов.
2.7. При включении станка на холостом ходу проверяется:
— исправность органов управления (механизмов главного движения, подачи, пуска, останова движения и др.);
— исправность системы смазки и охлаждения;
— исправность фиксации рычагов включения и переключения (должна быть исключена возможность самопроизвольного переключения);
— нет ли заеданий или излишней слабины в движущихся частях станка (в шпинделе, в продольных и поперечных салазках суппорта).
2.8. Режущий, измерительный, крепежный инструмент и приспособления должны быть разложены в удобном для пользования порядке. Работать разрешается только исправным инструментом, приспособлениями и применять их строго по назначению.
2.9. Режущий инструмент должен быть правильно заточен, хвостовики и посадочные места не должны иметь повреждений, деформаций.
2.10. Гаечные ключи должны иметь зев, соответствующий размеру гаек, головок болтов, быть без трещин, выбоин и заусениц. Губки ключей должны быть параллельны. Раздвижные ключи не должны иметь излишней слабины в подвижных частях. Не разрешается пользоваться гаечными ключами, подкладывая пластинки между гайками и ключом, наращивать рукоятки ключей при помощи другого ключа, труб и др. предметов.
2.11. Ручные инструменты для рубки и пробивки металла (зубила, крейцмейсели, бородки, просечки и др.) должны отвечать следующим требованиям:
— режущая кромка не должна иметь повреждений;
боковые грани в местах, где инструмент поддерживают руками, не должны иметь острых кромок, заусениц и трещин;
— длина инструмента должна быть не менее 150 мм, кернера — 100 мм.
2.12. Напильники, рашпили, шаберы, молотки должны быть прочно насажены на деревянные ручки.
2.13. Абразивные круги должны быть надежно закреплены, не иметь трещин и выбоин. Между кругом и зажимными фланцами необходимы прокладки толщиной 0,5 — 1 мм. Зазор между абразивным кругом и подручником должен быль не более 3 мм.
2.14. Запрещается работать на неисправном оборудовании, использовать неисправный инструмент, самостоятельно производить ремонт станков и оборудования, не предусмотренный квалификационной характеристикой работающего.
3. Требования охраны труда во время работы
3.1. Требования безопасности должны выполняться на протяжении всего технологического процесса, включая операции технического контроля, транспортировки, складирования объектов обработки и уборки отходов производства.
3.2. Технологические процессы, связанные с опасностью взрыва и пожара, должны проводиться с соблюдением специальных дополнительных требований (обработка бериллия, его сплавов, титановых, магниевых сплавов и др.).
3.3. Работать на станках, автоматических линиях и других металлообрабатывающих механизмах при отсутствии или неисправности блокирующих устройств пуска станков с защитными ограждениями зубчатых, ременных, цепных передач, редукторов запрещается.
3.4. Не допускается работать на станках в рукавицах или перчатках, а также с забинтованными пальцами без напальчников.
3.5. Перед установкой на станке детали необходимо протереть ее и поверхность закрепляющих устройств.
3.6. Устанавливать и снимать режущий инструмент можно только после полной остановки станка.
3.7. При одновременном закреплении нескольких заготовок зажим их должен быть равномерным.
3.8. Перемещения рукояток при зажиме и отжиме изделия не должны быть направлены в сторону инструмента.
3.9. При обработке резанием заготовок, выходящих за пределы оборудования, должны быть установлены переносные ограждения и знаки безопасности.
3.10. При обработке деталей следует применять режимы резания, указанные в операционной карте для данной детали. Нельзя увеличивать установленные режимы резания без ведома мастера.
3.11. Во время работы станка нельзя брать или подавать через работающий станок какие-либо предметы, подтягивать болты, гайки и другие соединительные детали станка.
3.12. Ручная проверка размеров обрабатываемых деталей и снятие деталей для контроля должны производиться только при отключенных механизмах вращения или перемещения заготовок, инструмента, приспособлений. Во время работы станков и механизмов проверка размеров деталей должна осуществляться автоматически действующими контрольно-измерительными приборами или специальными устройствами.
3.13. Охлаждать режущий инструмент мокрыми тряпками или щетками запрещается.
3.14. На металлорежущих станках, имеющих приспособления для охлаждения режущего инструмента свободно падающей струей (поливом) или распыленной жидкостью, выделяющей вредные аэрозоли, должны быть оборудованы газоприемники для удаления этих аэрозолей непосредственно с места их образования.
Нельзя работать на станках и механизмах при разбрызгивании или растекании СОЖ, масла на пол. Для защиты от брызг должны устанавливаться щитки.
3.15. Работать на металлообрабатывающих станках при отсутствии или неисправности экранов и ограждений, защищающих работающих от отлетающих стружек и частиц металла, запрещается.
3.16. Если станки по своей конструкции не обеспечены защитными устройствами (экранами), необходимо пользоваться защитными очками.
При обработке хрупких металлов (чугуна, бронзы, латуни), а также пластмассы и текстолита, дающих отлетающую стружку, и при дроблении стальной стружки в процессе обработки должны применяться пылестружкоприемники (отсосы), удаляющие пыль и стружку с места их образования. При обработке вязких металлов, дающих сливную стружку, необходимо применять резцы со специальными стружколомающими устройствами.
3.17. Станочник должен следить за своевременным удалением стружки с рабочего места и станка, не допускать наматывания стружки на обрабатываемый предмет или резец, не направлять вьющуюся стружку на себя. Для удаления стружки необходимо пользоваться щетками, крючками и кисточками с деревянными ручками длиной не менее 250 мм. Запрещается удалять стружку непосредственно руками, применять случайный инструмент или крючки с ручкой в виде петли.
3.18. При возникновении вибрации надо остановить станок и принять меры к ее устранению, проверить крепление резца и детали.
3.19. Станочник должен остановить станок и выключить электродвигатель при:
— уходе от станка даже на короткое время;
— временном прекращении работы;
— перерыве в подаче электроэнергии;
— уборке, смазке, чистке станка;
— обнаружении неисправности в оборудовании;
— подтягивании болтов, гаек и других соединительных деталей станка;
— установке, измерении и съеме детали;
— проверке или зачистке режущей кромки резца;
— снятии и надевании ремней на шкивы станка.
3.20. К производству работ с помощью грузоподъемных машин, управляемых с пола, и подвешиванию груза на крюк этих машин рабочие допускаются после инструктажа и проверки навыков по управлению машинами и застропке грузов.
3.21. Не допускается мыть руки в масле, эмульсии, керосине, вытирать их обтирочными концами, загрязненными стружкой.
3.22. При приготовлении растворов порошкообразных и гранулированных моющих средств для промывки систем охлаждения работающие должны использовать маски или респираторы.
3.23. Освобождающаяся тара и упаковочные материалы должны своевременно удаляться с рабочих мест в отведенные для этой цели места.
3.24. Обтирочный материал (ветошь) хранят в специальной, плотно закрывающейся металлической таре, в специально отведенных местах. По мере накопления использованных обтирочных материалов, но не реже одного раза в смену, тара должна очищаться.
3.25. Хранение и транспортировка СОЖ должна осуществляться в чистых стальных бочках, бидонах, банках, а также в емкостях, изготовленных из белой жести или пластмассы.
3.26. Уборка рабочих мест от стружки и пыли должна производиться способом, исключающим пылеобразование. Не допускается обдувать сжатым воздухом обрабатываемую поверхность и станок.
3.27. При ремонте станка на пульте управления должна быть вывешена табличка с надписью «НЕ ВКЛЮЧАТЬ! РЕМОНТ».
3.28. Требования охраны труда при работах на заточных станках.
3.28.1. Все вращающиеся абразивные инструменты (круги) на станках, а также концы шпинделей (валов) с конусами, резьбой, гайками должны быть закрыты защитными кожухами, крепление которых должно надежно удерживать кожух в случае разрыва круга.
3.28.2. Шлифовальные и заточные станки с горизонтальной осью вращения круга, при работе на которых обрабатываемая деталь удерживается руками, должны быть оборудованы защитными экранами со смотровыми окнами. При невозможности использования защитного экрана должны применяться защитные козырьки, закрепляемые на голове рабочего, или защитные очки.
3.28.3. Шлифовальные станки, предназначенные для работы с окружной скоростью круга 60 м/с и более, должны иметь дополнительные защитные устройства в виде металлических экранов и ограждений, закрывающих рабочую зону во время шлифования, и щитков, закрывающих открытый участок круга при отводе последнего.
3.28.4. Круглошлифовальные станки должны иметь устройства, исключающие отход пиноля задней бабки в процессе шлифования.
3.28.5. Полировочные и шлифовальные (сухого шлифования) станки должны быть оборудованы местной вытяжной вентиляцией. Работать при отсутствии или неисправности вентиляции не разрешается.
3.28.6. При заточке, полировке и шлифовке изделий, удерживаемых в руках, должны применяться специальные приспособления (подручники) и оправки. Подручники должны быть передвижными для обеспечения возможности их установки в нужное положение, а также иметь достаточную по величине площадку для устойчивого положения обрабатываемой детали. Зазор между краем подручника и рабочей поверхностью круга должен быть не более 3 мм. Подручники должны устанавливаться так, чтобы верхняя точка соприкосновения изделия с кругом находилась выше горизонтальной плоскости, проходящей через центр круга, но не более чем на 10 мм.
3.28.7. Круги, устанавливаемые на станок, должны быть хорошо отцентрированы, иметь отметки об испытании, пройти тщательный осмотр и проверку на отсутствие трещин. Установку инструмента (кругов) должен производить специально обученный рабочий или наладчик. Круги необходимо оберегать от ударов и толчков.
3.28.8. Полировальные круги на деревянном диске должны закрепляться на шпинделе станка с помощью фланцев одинакового диаметра с внутренними выточками на прижимных поверхностях.
3.28.9. Центровка и удаление выступающих частей полировальных кругов (войлочных и шитых матерчатых) должны производиться на специальном (обдирочном) станке, оборудованном защитным кожухом и местной вытяжной вентиляцией.
3.28.10.Использование полировальных кругов с выработкой и неисправностями не разрешается.
3.28.11.К работе на вновь установленном круге можно приступать только после его обкатки с допустимой рабочей скоростью на холостом ходу в течение 2-х минут. При этом необходимо принять меры по обеспечению безопасности работающих и окружающих лиц в случае разрыва круга.
3.28.12.Абразивный и эльборовый инструмент, предназначенный для работ с применением СОЖ, эксплуатировать без применения СОЖ не допускается.
3.28.13.Абразивное полотно ленточно-шлифовальных станков должно ограждаться кожухом по всей длине полотна, за исключением зоны контакта с заготовкой.
3.28.14.При шлифовке наждачным полотном подачу его необходимо осуществлять специальными приспособлениями. Запрещается подача полотна руками.
3.28.15.Полировочная паста в твердом состоянии должна наноситься на полировальные круги на малой скорости вращения при помощи специальных оправок, удерживающих пасту. Запрещается удерживать твердую пасту руками.
3.28.16.Полировочная паста в жидком состоянии должна наноситься на полировальные круги на малой скорости вращения при помощи кистей и при установленном защитном кожухе. Запрещается наносить жидкую пасту поливом.
3.28.17.При правке шлифовальных кругов алмазным инструментом типа карандашей, алмазов в оправах и т.п. необходимо обеспечить их взаимное расположение, исключающее возможность заклинивания инструмента.
3.28.18.Алмазную и металлическую пыль, которая не попала в местный отсос, необходимо удалять со станка при помощи щетки-сметки и совка, при этом обязательно надевать защитные очки. Выполнять эту работу руками не разрешается.
3.28.19.По окончании работы с охлаждающей жидкостью нужно выключить подачу жидкости и включить станок на холостой ход на 2 — 3 минуты для просушки круга.
3.28.20.При работе на заточных, шлифовальных и полировочных станках запрещается:
— пользоваться кругами, имеющими трещины или выбоины;
— удерживать обрабатываемую заготовку на весу;
— приближать лицо к вращающемуся шпинделю и детали при наблюдении за ходом обработки;
— использование рычага или любого другого устройства для прижима детали к абразивному кругу на станках с ручной подачей изделий;
— применять ударный инструмент и насадки на гаечные ключи при закреплении абразивного и алмазного инструмента;
— производить полировку кругами, составленными из прошитых и непрошитых матерчатых (бязевых) секций, если ширина обрабатываемой детали меньше толщины секции или если деталь имеет острые выступы;
— балансировать полировальный круг срезанием неуравновешенных его частей ножом при быстром вращении круга;
— подрезка и правка полировальных капроновых щеток карборундовым кругом. Эта операция должна производиться резцом на специальном станке;
— применять полировальные круги, состоящие из различных материалов;
— допускать предельное срабатывание кругов;
— работать боковой поверхностью абразивного круга (если круг не предназначен специально для такой работы);
— пользоваться кругами с минеральной связкой при мокром шлифовании.
3.29. При работе на станке строго запрещается нарушать требования инструкции по охране труда при работе на заточном станке.
4. Требования охраны труда в аварийных ситуациях
4.1. В случае возникновения возгорания, поломки оборудования и других аварийных ситуаций работник должен:
— остановить работу,
— отключить станок,
— немедленно сообщить руководителю цеха о случившемся, при необходимости позвонить в диспетчерскую по тел. 59-53-49, 8-919-289-8520;
— воспользоваться первичными средствами пожаротушения, если это не угрожает жизни, в противном случае приступить к эвакуации людей из опасной зоны, покинуть опасную зону самому,
— обеспечить сохранность обстановки аварийной ситуации или несчастного случая, если это не представляет опасности для жизни и здоровья людей и не приведет к осложнению аварийной обстановки.
4.2. При несчастном случае на производстве:
— сообщить руководителю подразделения, диспетчеру по тел. 59-53-49, 8-919-289-8520;
— организовать первую доврачебную помощь пострадавшему и при необходимости доставку его в медицинскую организацию;
— принять неотложные меры по предотвращению развития аварийной или иной чрезвычайной ситуации и воздействия травмирующих факторов на других лиц;
— сохранить до начала расследования несчастного случая обстановку, какой она была на момент происшествия, если это не угрожает жизни и здоровью других лиц и не ведет к катастрофе, аварии или возникновению иных чрезвычайных обстоятельств, а в случае невозможности ее сохранения – зафиксировать сложившуюся обстановку (составить схемы, провести другие мероприятия).
5. Требования охраны труда по окончании работы
5.1. По окончании работы станочник должен:
— выключить оборудование, привести в порядок рабочее место, убрать со станка стружку, инструмент, приспособления, очистить станок от грязи, вытереть и смазать трущиеся части станка, сложить готовые изделия, заготовки, другие материалы и индивидуальные средства защиты на отведенные для них места;
— спецодежду и спецобувь положить в личный шкаф для спецодежды, в случае ее загрязнения сдать в стирку (заменить);
— вымыть руки и лицо водой с мылом или принять душ.
ИНСТРУКЦИЯпо охране труда
при работе на наждачном станке
При работе на наждачном станке
1. Общие требования.
1.1. Настоящая инструкция предназначена для рабочих всех профессий, использующих в работе заточные наждачные, обдирочно-шлифовальные станки, а также для заточников при испытании абразивных кругов на прочность перед их установкой на станки. Далее все рабочие, работающие на заточных и обдирочно-шлифовальных станках, в настоящей инструкции именуются заточниками.
1.2. На заточном или обдирочно-шлифовальном станке разрешается производить обдирку, зачистку, шлифовку, полировку деталей и заточку инструмента. На станке может быть установлен эльборовый круг для доводки режущего инструмента.1.1. К работе на наждачных станках допускаются рабочие, прошедшие инструктаж по технике безопасности и допущенные к выполнению данной работы.
1.2. У каждого станка для заточки инструмента вьтвешивают табличку с указанием ответствен ного лица за эксплуатацию стан ка.
Запрещается работать на наждачном станке без блокировки экрана.
1.3. К работе на обдирочно-шлифовальном станке допускаются лица:
Ø Не моложе 18 лет;
Ø Прошедшие медицинский осмотр;
Ø Обученные безопасным методам и приемам работы по утвержденной программе, знающие инструкцию по эксплуатации станка, получившие необходимые практические навыки по обслуживанию станка и работе на нем и сдавшие экзамен;
Ø Имеющие удостоверение по профессии заточника, шлифовщика и т.д.;
Ø Прошедшие вводный инструктаж по охране труда и инструктаж на рабочем месте.
1.4. Заточник обязан:
Ø Выполнять требования настоящей инструкции и инструкции по эксплуатации станка;
Ø Не допускать на рабочее место посторонних лиц и без разрешения мастера, не передавать управление станком другим рабочим;
Ø Сообщать мастеру о неисправностях, при которых не возможно продолжение безопасной работы, и не приступать к работе до их устранения;
Ø Знать опасные и вредные производственные факторы;
Ø Уметь и оказывать первую помощь пострадавшим при несчастных случаях на производстве, сохранив при этом место несчастного случая без изменения.
1.4. Опасные и вредные производственные факторы при работе на обдирочно-шлифовальном станке:
Ø Подвижные части станка;
Ø Вращающиеся круги;
Ø Осколки разорвавшегося круга;
Ø Отлетающие частицы обрабатываемого материала и абразивная пыль;
Ø Отрыв эльборосодержащего слоя от корпуса круга при работе на эльборовом круге;
Ø Повышенная запыленность воздуха рабочей зоны;
Ø Повышенная температура поверхностей обрабатываемого материала;
Ø Повышенный уровень шума и вибрации на рабочем месте;
Ø Повышенное значение напряжения в электрической сети, замыкание которой может произойти через тело человека;
Ø Острые кромки, заусенцы и шероховатость на поверхностях оборудования, инструмента, деталей.
1.5. Рабочим, не прошедшим специальное обучение и инструктаж по правилам испытания и установки абразивного инструмента на станки, запрещается проводить испытание, установку, крепление и регулировку абразивных кругов на обдирочно-шлифовальных станках. В удостоверении на право выполнения этой работы делается соответствующая запись.
2. Требования безопасности перед работой.
2.1 .Проверить надежность крепления абразивного или алмазного круга, наличие картонных прокладок между зажимными фланцами и кругом и надежность крепления гаек зажимающих фланцев.
2.2. Надежно закрепить подручник, установив его таким образом, чтобы зазор между краем гiодручника и рабочей поверхностью абразивного круга был не более З мм. Рабочая поверхность подручника должны быть ровной, а край рабочей поверхности без выбоин й выработки.
2.3. Проверить исправную работу станка на холостом ходу в течении 3-5 минут, находясь в стороне от опасной зоны возможного разрыва абразивного или алмазного круга и убедиться в отсутствии сверхпредельного радиального или осевого биения круга.
2.4. Проверить исправность вентиляционного устройства и правильность установки пылеприемника в положении, наилучшем для улавливания пыли. 2.5. Инструмент, выданный на заточку, разложить на стеллаже, не загромождая рабочие места и проходы.
2.6. Помнить, что ввиду большой скорости вращения заточных кругов и их твердости даже мгновенное ним руками вызывает повреждение кожного покрова.
2.7. Подручники должны быть передвижными, чтобы можно было устанавливать их в требуемом положении по мере срабатывания круга и устанавливается так, чтобы верхняя точка соприкосновения обрабатываемого изделия с кругом находилась в горизонтальной плоскости, проходящей через центр круга или несколько (до 10 мм) выше ее.
2.8. Проверить сосяние защитного кожуха, абразивного круга и угол его раскрытия, ограждения концов шпинделя.
2.9. Проверить наличие защитного экрана и очков.
2.1 0.Проверить работу вентиляционной системы пробным включением.
3. Требования безопасности в процессе работы.
3.1. Помнить, что работа боковыми (торцовьтми) поверхностями круга не допускается, если круг не предназначен специально для такого вида работы.
3.2. При работе кругами, предназначенными для работы боковыми торцовыми поверхностями, следить, чтобы взаимные фланцы не касались затачиваемого инструмента или приспособления.
3.3 Правку абразивного круга производить только алмазами, алмазнометаллическими карандашам и или алмазозаменителями.
3.4 Алмазную и металлическую пыль, которая не попала в местный отсос, удалять со станка специальной щеткой-сметкой или скребком. Производить эту работу руками строго запрещается.
3.5 При обработке деталей запрещается применять рычаги для увеличения нажима на круг.
3.6 Оберегать круг от ударов и толчков.
3.7 Во время работы станка на открывать и не снимать ограждений и предохранительных устройств.
3.8. Для защиты глаз одевать очки, обыкновенные с небьющимися стеклами или пользоваться защитным экраном, укрепленным на станке.
3.8 Запрещается пользоваться при заточке рукавицами, во избежании их захвата вращающимся кругом или шпинделем.
3.9 При заточке коротких и мелких деталей применять специально держатель, в котором надежно закрепить обрабатываеую деталь.
3.10 При заточке не подводить инструмент к кругу быстро, толчком, а прижимать его постепенно и передвигать по подручнику по всей ширине круга. При работе стоять сбоку вращающего круга, а не сбоку.
3.11 Немедленно прекратить работу и выключить станок при обнаружении ненормальной его работы: вибрации круга, трещин на нем, ослаблении кожуха или подручника в местах закрепления, перегрева подшипника. При обнаружении таких неисправностей, выключить наждачный станок иКвь’Весиь на него предупредительную табличку: ‘ Не включать - станок неисправен” и доложить об этом начальству.
4. Требования безопасности по окончании работы.
Выключить станок, убрать затачиваемые детали. -
2. Требования охраны труда перед началом работы.
2.1. Перед началом работы заточник обязан надеть спец одежду, и индивидуальные средства защиты, предусмотренные нормами, утвержденными президентом ОАО "Металлист", убрать волосы под головной убор. Спец одежда должна быть застегнута на все пуговицы, не должно быть развивающихся широких и порванных частей одежды. При отсутствии прозрачных специальных защитных экранов на станке надеть защитные очки.
2.2. Привести рабочее место в безопасное состояние: убрать посторонние предметы, освободить свободные проходы, отрегулировать освещение станка и рабочей зоны так, чтобы освещение было достаточным, но не слепило глаза.
2.3. Проверить наличие и исправность:
Ø Ограждений приводных ремней, токоведущих частей электрической аппаратуры;
Ø Заземляющих устройств;
Ø Предохранительных устройств для защиты от отлетающих частиц шлифовального круга обрабатываемого материала;
Ø Пылеотсасывающих устройств;
Ø Блокирующих устройств;
Ø Вилочного ограждения эльборового круга (если эльборовый круг установлен);
Ø Инструмента и приспособлений;
Ø Подручников или других приспособлений для упора обрабатываемых деталей;
Ø Решетчатого деревянного настила возле станка.
2.4. Осмотреть защитные кожухи и убедиться в том, что кожухи и съемные крышки закреплены надежно, передвижные предохранительные козырьки свободно перемещаются и надежно закрепляются в различных положениях; угол раскрытия кожухов у станков, имеющих ограждение с регулируемыми козырьками, наименьший; что угол раскрытия кожухов без предохранительных козырьков над горизонтальной плоскостью, проходящей через ось шпинделя станка, соответствует нормам; что зазор между кругом и верхней кромкой раскрытия подвижного кожуха, а также между кругом и предохранительным козырьком не более 6 мм.
2.5. Для поддержки деталей, подаваемых к шлифовальному кругу вручную, применять подручники, надежно закреплять их, устанавливая так, чтобы:
Ø Зазор между подручником и рабочей поверхностью шлифовального круга был меньше половины толщины шлифуемой детали, но не более 3мм;
Ø Верхняя точка соприкосновения детали со шлифовальным кругом находилась выше горизонтальной плоскости, проходящей через центр круга, но не более чем на 10 мм;
2.6. Подручники должны отвечать следующим требованиям:
Ø Быть передвижными, обеспечивающими возможность установки и закрепления их в требуемом положении;
Ø Иметь достаточную по величине площадку для устойчивого положения обрабатываемой детали;
Ø Иметь ровную рабочую поверхность, края которой со стороны шлифовального круга должны быть без выбоин, сколов и других дефектов.
2.7. Перед включением станка проверить отсутствие выбоин и трещин на шлифовальном круге и отсутствие отслаивания эльборосодержащего слоя на эльборовом круге; наличие прокладки между зажимными фланцами и кругом, надежность крепления гаек, зажимающих фланцы, а также центровку круга. Убедиться в отсутствии людей рядом со станком.
2.8. Опробовать станок на холостом ходу в течении 3 минут, находясь в стороне от опасной зоны возможного разлета кусков разорвавшегося круга и убедиться в исправности органов управления станком, в отсутствии радиального или осевого биения круга.
2.9. При испытании абразивных кругов произвести пробное включение станка без испытуемого круга. Кнопки включения и выключения станка для испытания абразивных кругов должна быть вынесена за пределы помещения испытательной камеры.
3. Требования охраны труда во время работы.
3.1. Деталь подводить к кругу постепенно, без рывков и резкого нажима, оберегая круг от ударов и толчков. Не допускается применять рычаги для увеличения нажима на круг. Во время обработки детали стоять сбоку, а не в плоскости вращения круга. При этом заточник во всех случаях должен стоять на деревянном решетчатом траппе, размер которого должен быть достаточен для свободного перемещения по нему заточника во время работы и обслуживания станка.
3.2. Соблюдать зазор между подручником и кругом не более 3 мм и зазор между предохранительным козырьком и кругом не более 6 мм. По мере срабатывания круга опускать козырек и перестанавливать подручник. При этом станок должен быть выключен, а круги остановлены.
3.3. Не допускаются обдирочные и зачистные работы боковыми поверхностями шлифовального круга. При заточке инструмента боковыми поверхностями следить чтобы защитные фланцы не касались инструмента. При доводке инструмента на эльборовом круге запрещается использовать боковые поверхности круга.
3.4. При обработке коротких или тонких изделий не работать в рукавицах и не держать изделие в руках, а использовать специальные приспособления и зажимы. Обрабатываемые изделия устанавливать на подручник устойчиво, плотно прижимая к нему. Длинное изделие, например, прутковый материал держать сбоку туловища. Заточка ножей допускается только на специальных заточных станках.
3.5. Не передавать и не принимать что-либо через станок во время его работы. Не допускается класть на станок инструмент, детали и другие предметы.
3.6. Следить за износом кругов. При наличии на одном шпинделе станка двух кругов не допускается неравномерного срабатывания их. Разность их диаметров не должна превышать 25%. Наименьший диаметр круга при его износе должен быть не менее диаметра фланца + 20 мм.
3.7. При правке шлифовального круга следует:
Ø Проверить надежность крепления круга;
Ø Пользоваться специальными правящими инструментами (алмазными карандашами, металлическими роликами или звездочками);
Ø При этом рабочему находиться в стороне от плоскости вращения круга.
3.8. Для удаления абразивной и металлической пыли пользоваться щеткой-сметкой, производить эту операцию в защитных очках и при полной остановке вращения кругов. Не допускается прикасаться к шлифовальному кругу до полной его остановки и не тормозить круг какими-либо предметами.
3.9. Необходимо выключить и остановить станок при:
Ø Уходе от станка даже на короткое время;
Ø Временном прекращении работы;
Ø Перерыве в подаче электроэнергии;
Ø Обнаружении электрического напряжения на частях станка;
Ø Возникновении сильной вибрации шлифовального круга или станка;
Ø Обнаружении неисправностей в оборудовании;
Ø Ослаблении болтов, гаек и других соединительных деталей станка;
Ø Уборке, смазке, чистке станка;
Ø Отслаивании эльборосодержащего слоя.
3.10. Не допускается захламлять и загромождать рабочие места и свободные проходы.
3.11. Работать на неисправном станке запрещается. Станок считается неисправным если:
Ø Отсутствует или ненадежно закреплено ограждение наждачного круга;
Ø Отсутствует, оборвано или ненадежно закреплено заземление станка;
Ø Отсутствует упорный столик (подручник) или зазор между столиком и рабочей поверхностью круга превышает 3 мм;
Ø Наждачный круг имеет биение. Биение может появиться вследствие неправильного установки круга или его неравномерной выработки;
Ø Отсутствует защитный экран для предохранения глаз от попадания мелких осколков камня и опилок металла;
Ø Наждачный камень имеет выкрашивание или трещины.
3.12. При работе на заточном, обдирочно-шлифовальном станке запрещается:
Ø Работать без очков или защитного экрана;
Ø Работать в рукавицах;
Ø Обрабатывать детали боковой (плоской) поверхностью круга;
Ø Наносить удары по наждачному камню (кругу);
Ø Стоять во время работы станка или обработки детали напротив наждачного камня (круга);
Ø Чрезмерно сильно нажимать обрабатываемой деталью на круг, тормозя его вращение;
Ø Обрабатывать слишком мелкие и тонкие детали, которые могут оказаться зажатыми между упорным столиком и кругом без специальных кассет, шаблонов или устройств, обеспечивающих надежное крепление детали в этом устройстве;
Ø Работать в одежде с развивающимися концами (завязки халата, полы халата, пояс и т.п.);
Ø Наклоняться близко к наждачному камню (кругу);
Ø Раздеваться и одеваться вблизи станка;
Ø Производить чистку, смазку и ремонт включенного станка;
Ø Обрабатывать на станке громоздкие детали;
Ø Отвлекаться во время работы;
Ø Работать без наличия деревянного трапа.
3.13. При перевозке абразивного инструмента в пределах завода необходимо применять рессорные тележки или с колесами из мягкого материала (пневматические шины). При этом под инструмент должна быть положена прокладка из песка, опилок или другого мягкого материала.
3.14. Перед установкой на станок абразивные круги Æ15 см и более и скоростные круги Æ3 см и более должны быть испытаны на прочность при скорости превышающей рабочую на 50%. Испытания на прочность должны проводиться на специальных стендах по соответствующей методике. На испытанный абразивный круг должен быть выписан соответствующий паспорт.
3.15. Устанавливать круг на станок должен специально проинструктированный наладчик. Непосредственно перед установкой круга на станок круг должен быть тщательно осмотрен и проверен на отсутствие трещин легким простукиванием деревянным молотком. Зазор между шпинделем станка (валом двигателя) и внутренним отверстием в круге должен быть в пределах 0,1-0,3 мм.
3.16. Закреплять круг на шпинделе необходимо с помощью зажимных фланцев, диаметр которых должен составлять 1/3 наружного диаметра круга. Между фланцами и кругом должны быть проложены прокладки из картона, резины или кожи толщиной 0,6 мм. Диаметр прокладки должен быть больше диаметра фланцев и прокладка должна выступать за фланцы по всей окружности не менее чем на 1 мм.
3.17. Затягивать гайки при креплении круга необходимо только гаечным ключом, применять при этом усилители и ударный инструмент запрещается.
3.18. Круг должен быть огражден защитным кожухом. Если угол раскрытия неподвижного защитного кожуха расположен выше горизонтальной плоскости, проходящей через ось круга, то кожух должен быть снабжен предохранительным передвижным козырьком, служащим для уменьшения угла раскрытия кожуха при износе круга. Зазор между новым кругом и внутренней цилиндрической поверхностью кожуха должен быть в пределах 3-5% от диаметра круга, но не менее 3 мм для кругов менее 10 см и не более 2,5 см для кругов более 50 см. Зазор между кругом и боковыми стенками кожуха должен быть в пределах 1,0-1,5 см. Съемная крышка кожуха в процессе работы должна быть плотно прижата в его неподвижной части надежным креплением.
3.19. Круги 15 см и выше перед установкой на станок должны быть отбалансированы на специальном приспособлении. Балансирование круга должно производиться вместе с защитными фланцами.
3.20. Каждый круг после его установки на станок должен быть запущен на холостом ходу при рабочем числе оборотов в течение 5 минут при обязательном наличии защитного кожуха. Каждый круг после его установки на станке должен правиться специальным инструментом. Правку круга необходимо периодически повторять.
3.21. На каждом станке (вблизи станка) должна быть установлена табличка с указанием числа оборотов шпинделя и предельно допустимых размеров круга.
3.22. При испытании шлифовальных кругов на прочность следует:
Ø Установить шлифовальный круг на станок;
Ø Закрыть двери испытательной камеры;
Ø Проверить блокировку. При открытии дверей испытательной камеры должно сниматься напряжение с электродвигателя станка;
Ø Кнопкой, установленной вне помещения камеры, включить станок;
Ø Продолжительность испытания шлифовального круга должна быть не менее 5 минут;
Ø Открывать двери испытательной камеры только после полной остановки двигателя станка;
Ø Данные о результатах испытания регистрируются в специальном журнале, а на самом круге отмечается порядковый номер круга по книге испытаний, фамилия, И.О., проводившего испытание и дата испытания;
Ø Производить ремонт или смазку станка на ходу;
Ø На шлифовальных кругах, кроме кругов диаметром 250 мм и эльборовых, наносятся полосы: желтого цвета на кругах с рабочей окружной скоростью 60 м/с, красного – 80 м/с, зеленого – 100 м/с, синего – 125 м/с.
3.23. Круги, подлежащие испытанию, должны быть осмотрены и простуканы с целью выявления трещин и выбоин.
3.24. Круги должны храниться на специальном стеллаже в вертикальном положении, между кругами должны быть прокладки из картона или паранита.
3.25. При работе на шлифовальном и заточном станках:
Ø При обработке на кругошлифовальном станке деталь должна иметь правильно выполненные центровые отверстия, центры на станке не должны иметь изношенных конусов;
Ø Перед установкой детали в центры необходимо убедиться, что при подводе шлифовальной бабки круг соприкоснется с деталью, заполнить центровые отверстия смазкой, убедиться, что задняя бабка надежно закреплена, хомутик прочно укреплен на детали;
Ø Подводить круг к детали можно только после включения вращения детали и круга;
Ø При шлифовании длинных и тонких валиков необходимо применять люнеты;
Ø Проталкивать детали между кругами бесцентрово-шлифовального станка можно только толкателем;
Ø При закреплении детали на магнитной плите или патроне прежде чем включить вращение круга, необходимо включить магнитную плиту или патрон и убедиться, что деталь надежно закреплена;
Ø Заточку инструмента можно производить только на тех станках, на которых это предусмотрено технологией. Закреплять его необходимо в соответствующих приспособлениях. Удерживать руками инструмент на весу запрещается;
Ø При заточке осевого инструмента в центрах необходимо убедиться, что центровые отверстия исправны. Затягивать инструмент с неисправными центровыми отверстиями запрещается.
4. Требования охраны труда по окончании работы.
4.1. По окончании работы работник обязан выполнить следующее:
Ø Привести в порядок рабочее место;
Ø Убрать инструмент и приспособления в специально отведенные для него места хранения;
Ø Обо всех замеченных неисправностях и отклонениях от нормального состояния сообщить руководителю работ;
Ø Привести рабочее место в соответствие с требованиями пожарной безопасности;
Ø Спец одежду и спец обувь оставить в "грязной" раздевалке, помыться и переодеться;
5. Действия при пожаре, травме.
5.1. В случае возникновения пожара немедленно сообщить в пожарную часть по телефону 01, своему руководителю работ и приступить к тушению огня имеющимися средствами.
5.2. В случае получения травмы обратиться в медпункт, сохранить по возможности место несчастного случая в том состоянии, в котором оно было на момент травмирования, доложить своему руководителю работ лично или через товарищей по работе.
6. Ответственность за нарушение инструкции.
6.1. Каждый работник ОАО "Металлист" в зависимости от тяжести последствий несет дисциплинарную, административную или уголовную ответственность за несоблюдение настоящей инструкции, а также прочих положений и инструкций, утвержденных президентом ОАО "Металлист" или его заместителями.
6.2. Руководители подразделений, начальники цехов и участков, начальники отделов и служб несут ответственность за действия своих подчиненных, которые привели или могли привести к авариям и травмам согласно действующему в Республике Казахстан законодательству в зависимости от тяжести последствий в дисциплинарном, административном или уголовном порядке.
6.3. Администрация ОАО "Металлист" вправе взыскать с виновных убытки, понесенные предприятием в результате ликвидации аварии, при возмещении ущерба работникам по временной или постоянной утрате трудоспособности в соответствии с действующим законодательством.
ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА № 30
ПРИ РАБОТЕ НА ЗАТОЧНОМ СТАНКЕ
Работники при работе на заточном станке согласно имеющейся квалификации обязаны выполнять требования безопасности, изложенные в «Инструкции по охране труда для работников строительства, промышленности строительных материалов и жилищно-коммунального хозяйства», настоящей инструкции, разработанной с учетом строительных норм и правил Российской Федерации, а также требования инструкций заводов-изготовителей по эксплуатации заточных станков.
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К самостоятельной работе на заточном станке допускаются рабочие, обученные безопасным методам работы, прошедшие вводный инструктаж и первичный инструктаж на рабочем месте в соответствии с требованиями настоящей Инструкции, а также прошедшие медицинский осмотр.
Повторный инструктаж должен производиться не реже одного раза в 3 месяца.
1.2. Рабочие обязаны ежегодно проходить проверку знаний безопасных методов труда в объеме программы, утвержденной главным инженером.
1.3. Рабочие обязаны выполнять только ту работу, которая поручена администрацией.
1.4. На территории завода, цеха, на подъездных путях необходимо выполнять следующие требования:
— быть внимательным к предупредительным сигналам, подаваемым машинистами (крановщиками) грузоподъемных механизмов (кранов) и водителями движущегося транспорта, и подчиняться им;
— не проходить в местах, не предназначенных для прохода, не подлезать под стоящий железнодорожный состав и не перебегать пути перед движущимся транспортом;
— во время движения электрокара и автомобиля не находиться между ящиками и другой тарой, расположенной вблизи проезда;
— не переходить в неустановленных местах через конвейеры и рольганги, не подлезать под них, не заходить без разрешения мастера за ограждения опасных мест технологического оборудования и электрооборудования;
— не прикасаться к неизолированным или неогражденным токоведущим частям электрических устройств (канатам, патронам, электропроводам, кабелям, шинам, клеммам и т. п.); не открывать дверцы электрораспределительных шкафов, не снимать ограждения и защитные кожухи с токоведущих частей оборудования;
— не включать и не останавливать (кроме аварийных случаев) машины, механизмы, станки, работа на которых не поручена мастером;
— не находиться под поднятым грузом и не проходить под ним;
— не курить вблизи ацетиленового газосварочного аппарата, баллонов с другими газами, легковоспламеняющимися жидкостями и материалами и у окрасочных камер.
1.5. Находясь около кислородных баллонов, не допускать, чтобы на них попадало масло, жир во избежание взрыва.
1.6. Подключение и отключение станков и механизмов должен производить только электрослесарь с разрешения энергетика цеха.
При неисправности электрооборудования необходимо вызвать электрослесаря.
1.7. Заточник должен быть обеспечен спецодеждой и спецобувью в соответствии с Типовыми отраслевыми нормами» бесплатной выдачи рабочим и служащим специальной одежды, специальной обуви и других средств индивидуальной защиты в соответствии с табл. 1.1.
Таблица 1.1.
1.8. Рабочие обязаны бережно относиться к выданным в их пользование спецодежде, обуви и другим средствам индивидуальной защиты.
1.9. Контроль за соблюдением инструкции возлагается на мастера, старшего мастера, начальника цеха.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Перед началом работы надеть и привести в порядок спецодежду и другие необходимые средства защиты: застегнуть или подвязать обшлага рукавов, надеть головной убор.
2.2. Рабочее место заточника должно быть подготовлено, посторонние предметы и отходы убраны, проходы освобождены. Скользкий пол (влажный, облитый маслом, эмульсией) должен быть вытерт или посыпан опилками. Заточник должен стоять на деревянной решетке, установленной перед станком.
2 3. До начала работы проверить:
— достаточность освещения на рабочем месте;
— исправность и надежность действия всех механизмов станка;
— наличие заземляющих устройств;
— смазку станка; при смазке следует пользоваться соответствующими приспособлениями;
— наличие, исправность и надежность крепления кожухов и устройств, ограждающих движущие части передаточных механизмов (зубчатых колес, приводных ремней, валиков, приводов и др.), а также токоведущих частей электрической аппаратуры (пускателей, рубильников, трансформаторов, кнопок);
— отсутствие трещин, выбоин и сколов на абразивных и алмазных кругах, наличие на них штампа об испытании;
— надежность крепления подручника; зазор между краем подручника рабочей поверхностью абразивного круга должен быть не более 3 мм. Рабочая поверхность подручника должна быть ровной, а край рабочей поверхности без выбоин и выработки;
— надежность крепления абразивного или алмазного круга, наличие картонных прокладок между зажимными фланцами и кругом, надежность крепления гаек, зажимающих фланцы;
— исправность вентиляционного устройства и правильность установки пылеприемника в положении, наилучшем для улавливания пыли;
— блокировку защитного экрана.
2.4. Подготовить необходимые для заточки и доводки инструмента абразивные или алмазные круги; проверить состояние этих кругов наружным осмотром.
2.6. Перед установкой абразивного круга на заточный станок проверить:
— балансировку круга диаметром 150 мм и более, собранного с планшайбой;
— наличие паспорта об испытании круга на прочность вращением.
2.7. Заточникам разрешается устанавливать только те абразивные круги, которые не проходят балансировки. Установку абразивных кругов и их крепление на шпиндель заточного станка производить только лицам, прошедшим специальное обучение и получившим инструктаж по правилам установки абразивного инструмента на заточные станки.
2.8. Правка абразивных кругов должна производиться только алмазами, алмазно-металлическими карандашами или специальными алмазозаменителями.
2.9. Тиски, магнитные плиты, поворотные приспособления и центры, используемые для установки обрабатываемых заготовок должны быть исправными и обеспечивать их надежное закрепление.
2.10. Абразивное оборудование с магнитным столом должно быть обеспечено бортовыми металлическими ограждениями для предупреждения выброса детали при неисправном электромагните, должно иметь электроблокировку, отключающую электромотор круга при неисправности генератора и другого электрооборудования,
2.11. Шланги, подводящие охлаждающую жидкость, должны размещаться так, чтобы была исключена возможность соприкосновения их с режущими и движущимися частями станка
2.12. Охлаждающая жидкость должна подаваться только насосом.
2.13. Для защиты от брызг масла и охлаждающей жидкости устанавливать щитки.
2.14. Подручники должны быть подвижными, чтобы можно было установить их в требуемое положение по мере срабатывания круга, и устанавливаться так, чтобы верхняя точка соприкосновения обрабатываемого изделия с кругом находилась в горизонтальной плоскости, проходящей через центр круга, или несколько (до 10 мм) выше ее. Зазор между подручниками и кругом должен быть не меньше половины толщины обрабатываемого изделия, но не более 3 мм.
2.15. Ручной инструмент и приспособления должны быть исправными и применяться только по назначению.
2.16. Инструмент, выданный на заточку, разложить на тумбочке или стеллаже, не загромождая рабочие места и проходы.
2.17. Приступая к работе, проверить на холостом ходу станок в течение 3-5 мин (находясь в стороне от опасной зоны возможного разрыва абразивного или алмазного круга):
— исправность органов управления (механизмов главного движения, подачи, пуска, останова движения и др.);
— исправность системы смазки и охлаждения;
— исправность фиксации рычагов включения и переключения;
— отсутствие сверхпредельного радиального или осевого биения круга.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ РАБОТЫ
3.1. Работу на заточном станке выполнять согласно указаниям, изложенным в «Руководстве к станку», а также требованиям предупредительных таблиц, имеющихся на станке.
3.2. Во время работы быть внимательным, не отвлекаться на посторонние дела и разговоры и не отвлекать других. Стоять следует сбоку от вращающегося круга, во избежание травм в случае разрыва абразивного круга.
3.3. Во время работы станка не следует брать и подавать через работающий станок какие-либо предметы, а также подтягивать болты, гайки и другие соединительные детали станка.
3.4. Не разрешается допускать на свое рабочее место лиц, не имеющих отношения к порученной работе. Без разрешения мастера запрещается доверять станок другому рабочему.
3.5. При заточке или доводке инструмента необходимо надежно закреплять инструмент в приспособления или пользоваться подручником.
3.7. При установке и закреплении обрабатываемого инструменте в центрах запрещается применять центры с изношенными конусами.
3.8. При отсутствии защитного экрана работать в защитных очках или масках.
3.9 При заточке или доводке инструмента абразивным или алмазным кругом во избежание разрыва необходимо:
— при ручной подаче подавать круг или инструмент на круг плавно, без рывков или резкого нажима;
— подносить деталь к кругу только после набора полного числа оборотов;
— прижимать инструмент к абразивному кругу постепенно, без толчков, передвигая инструмент на подручнике по всей ширине круга;
— следить, чтобы тонкие части обрабатываемого изделия не попали в щель между кругом и подручником;
— заточку осевого инструмента, затачиваемого в центровых бабках, производить только с исправными центровыми отверстиями; не допускать, чтобы вершина центров упиралась в дно центровых отверстий; инструмент должен плотно входить в оба центра всей конусной поверхности центровых отверстий;
— при автоматическом цикле работы станка следует соблюдать заданные режимы заточки (скорость заточки и подачу) согласно технологии.
3.10. Заточка и доводка инструмента алмазными кругами должна производиться только с охлаждением (жидкостями или пастой).
3.11. При заточке инструмента с охлаждающей жидкостью необходимо следить за тем, чтобы жидкость омывала абразивный или алмазный круг по всей его рабочей поверхности и при необходимости отводилась, не скапливаясь в поддонах.
3.12. Запрещается работа боковыми поверхностями круга, если круг не предназначен специально для такого вида работ.
3.13. При работе кругами, предназначенными для работы боковыми торцовыми поверхностями, следить, чтобы зажимные фланцы не касались затачиваемого инструмента или приспособления.
3.14. Алмазную и металлическую пыль, которая не попала в местный отсос, удалять со станка специальной щеткой-сметкой или скребком.
3.15. При заточке или доводке инструмента запрещается:
— работать без защитного экрана и без защитных очков;
— открывать и снимать ограждения и предохранительные устройства;
— стоять напротив вращающегося круга;
— применять рычаги для увеличения нажима на круг;
— держаться пальцами за подручник;
— отводить подручник от круга более чем на 3 мм;
— держать изделие на одном месте круга;
— держать изделие в рукавицах или тряпкой;
— обрабатывать вручную очень мелкие детали;
— наваливаться изделием на круг
— допускать заваливания изделия за круг
— засорять круг обработкой мелких и клейких материалов;
— доставать во время работы круга попавшиеся между ним и кожухом изделия;
— работать при отсутствии местного отсоса;
— удалять алмазную и металлическую пыль руками;
— прикасаться к вращающемуся кругу, а также к движущимся и вращающимся частям станка;
— принудительно тормозить круг, останавливать круг руками или другими предметами;
— править круг зубилом или другими предметами;
— снимать и менять круги без разрешения мастера.
3.16. Перед остановкой станка отвести круг (затачиваемый инструмент) от затачиваемого инструмента (круга).
3.17. Заточник должен остановить станок и выключить электродвигатель в случаях:
— ухода от станка даже на короткое время;
— временного прекращения работы;
— уборки, смазки, чистки станка;
— обнаружения исправности в оборудовании;
— подтягивания болтов, гаек и других соединительных деталей станка;
— проверки или чистки круга;
— снятия и надевания ремней на шкивы станка.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ В АВАРИЙНЫХ СИТУАЦИЯХ
4 1 Причинами производственного травматизма и несчастных случаев при работе на заточных станках являются:
— выполнение работ не по специальности и допуск к работе недостаточно обученных рабочих;
— нарушение требований безопасности по организации рабочего места и по безопасному производству работ;
— отсутствие, неисправность или неиспользование средств индивидуальной защиты;
— пользование неисправными инструментами, приспособлениями и электрооборудованием;
— использование инструментов и приспособлений не по назначению;
— разрыв шлифовального круга;
— соприкосновение рабочего с вращающимся кругом и удар движущимися частями станка
4.2. В случае обнаружения каких-либо неисправностей на заточном станке или недостатков в организации рабочего места заточник не должен приступать к работе и сообщить об этом мастеру.
4.3. Заточник должен остановить станок и выключить электродвигатель в следующих аварийных ситуациях:
— перерыва в подаче электроэнергии;
— обнаружения электрического напряжения на станке;
— при обнаружении неисправностей заземляющих устройств;
— при заедании вращения абразивного круга;
— при возникновении вибрации.
4.4. При ремонте станка и пусковых устройств на станке, а также во время смазки станка вывесить на станке плакат «Не включать — ремонт».
4.5. В результате нарушений требований данной инструкции могут происходить случаи поражения электрическим током, ожоги, механические и другие травмы.
4.6. При возникновении несчастного случая оказать пострадавшему первую помощь, сообщить мастеру, вызвать врача или доставить пострадавшего в лечебное учреждение. При этом сохранить без изменения место происшествия, если это не угрожает жизни пострадавшего и окружающих людей.
4.7. В случае возникновения пожара или создания условий, угрожающих безопасности людей, отключить оборудование, выйти в безопасную зону и сообщить мастеру.
4.8. При возникновении пожара руководствоваться требованиями «Инструкции по пожарной безопасности».
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО ОКОНЧАНИИ РАБОТЫ
5.1. По окончании работы:
— поставить все рукоятки станка и зажимные приспособления в нейтральное положение;
— выключить станок и электродвигатель, запереть включающее устройство;
— привести в порядок рабочее место; убрать со станка металлическую пыль, инструмент, приспособления; очистить станок от грязи, вытереть и смазать трущиеся части станка, аккуратно сложить заточной инструмент в ящик, на стеллаж;
— сдать рабочее место и оборудование сменщику или мастеру.
5.2. При сдаче смены сообщить мастеру или сменщику о замеченных дефектах станка, вентиляции и т д. и о принятых мерах по их устранению.
5.3. По окончании работы привести в порядок спецодежду, спецобувь, средства индивидуальной защиты, очистить их от пыли и других загрязнений, вымыть лицо и руки.
— мыть руки в масле, эмульсии, керосине,
— вытирать руки обтирочными концами, загрязненными стружкой, пылью;
— оставлять одежду на рабочем месте.
5.5. Обо всех неполадках, замеченных во время работы на заточном станке, сообщить мастеру.
6. ОТВЕТСТВЕННОСТЬ ЗА НАРУШЕНИЕ ИНСТРУКЦИИ
6. За нарушение инструкции работники привлекаются к дисциплинарной, материальной и, в определенных случаях, к уголовной ответственности на основании ст. 27 «Основ Законодательства Российской Федерации об охране труда» (приняты ВС РФ 6.08.93 г.).